整个上料系统的关键环节及能耗大户是混料机组, 占地面积多,现场维修难度大,如何提高单台混料机组的产能并减低能耗,从而减少台数、减少面积、如何保证混料机组的稳定性降低维修风险,如何实现提产节能,这都是我们PVC行业大部份客户所关心的议题。以下简单介绍我们联塑PVC混配系统的混料机组主要优势
高产量:螺杆40大长径比+螺旋衬套,产量350~1500kg/h;
●塑化好:螺杆低熔体温度设计,材料塑化效果好;
●高效率:挤出专用永磁伺服电机,同等挤出量,电机小1个功率等级;
低噪音:低噪音主电机+低噪音进口波箱,负载工作噪音低至72db;
米重控制:集成米重系统,米重控制准确,同步控制精确;
信息化:配全线数据采集和分析系统,用于精益化生产
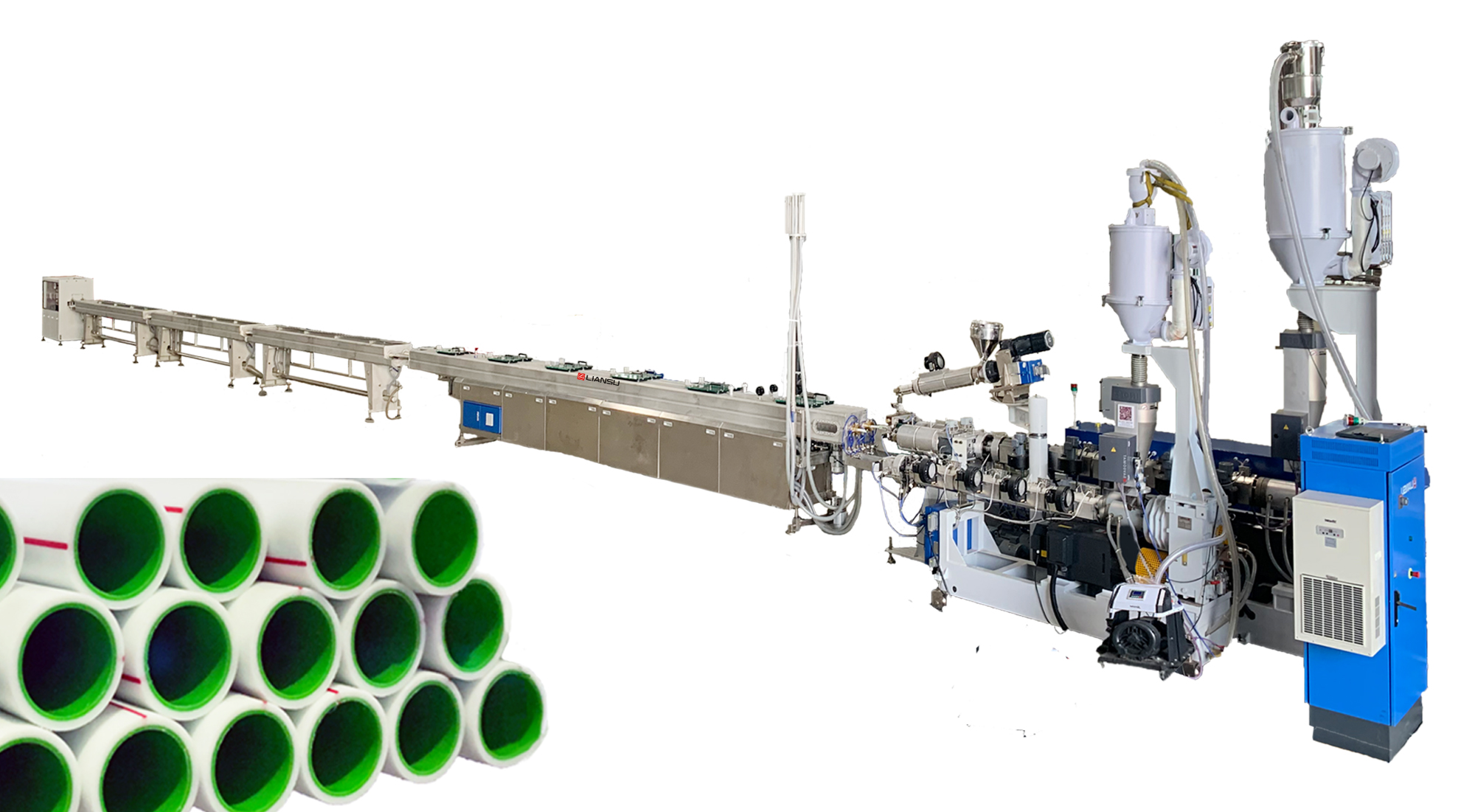
采用大长径比高效高产主机,产量850KG/H,集成控制称重机构
HDPE三层共挤模具,采用螺旋篮式结构,维护简单,各层厚度精准
真空箱采用负压闭环控制方案,节能80%,大幅减低噪音
牵引采用高效伺服电机与精密减速机配合,调速范围广,速度稳定
采用无屑切割机构,最大切割厚度60MM
联塑机器LSP-1000PVC管材挤出生产线,整线配置数据采集系统,储存、分析生产过程的数据,生产过程可视化,提高管理效率;模头采用技术成熟的支架式结构,从而确保了塑化的质量;真空箱采用双室结构,双水泵喷水冷却系统,成型迅速,节省调试时间;采用高效伺服电机与精密减速机配合,调速范围广,速度稳定;新型行星切割机,可靠耐用,倒角尺寸均匀,密封性高,吸屑效果好。
联塑机器LSDP-110PVC双管高速挤出生产线,主机配置挤出专用永磁伺服电机,节能高效,节能15%以上;整线配置数据采集系统,储存、分析生产过程的数据,生产过程可视化,提高管理效率。
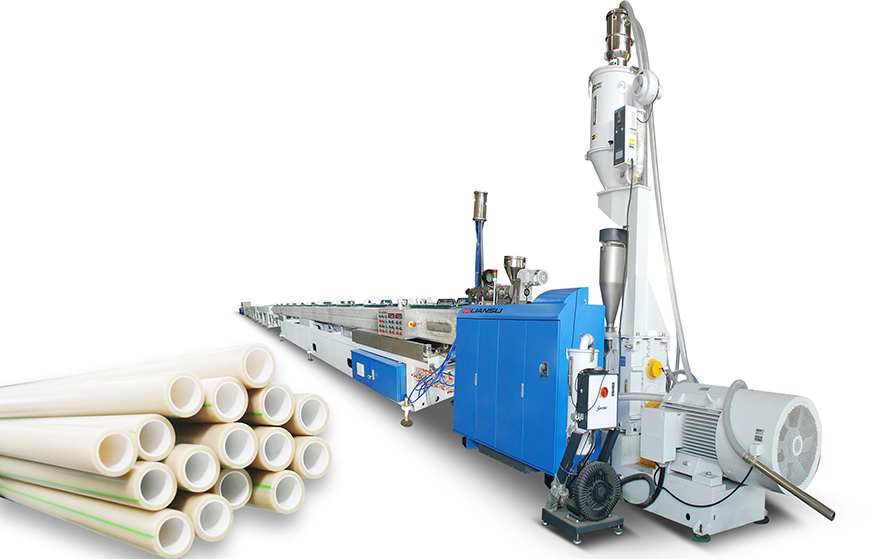
联塑32 PPR双层双管挤出生产线配置PPR大长径比专用螺杆,保证高产同时塑化效果佳以及配置挤出机专用永磁同步伺服电机,保证高速生产的高效、低耗、低噪。