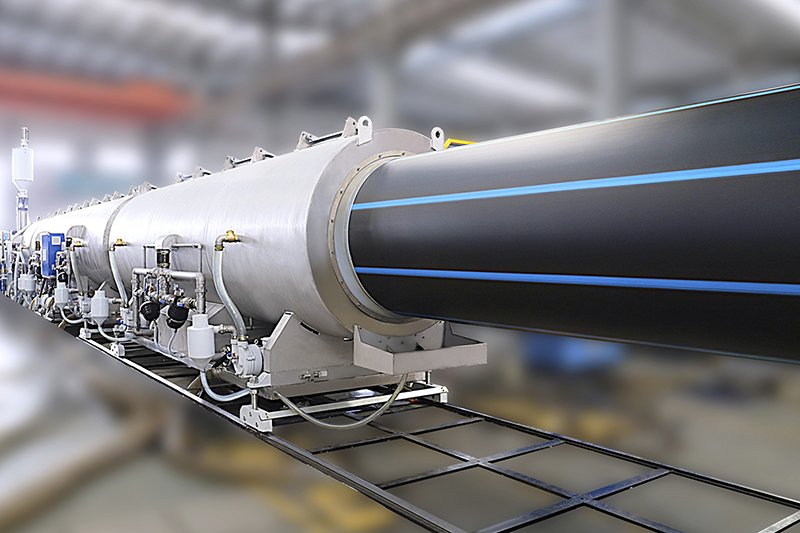
HDPE管材挤出生产线技术高产、节能、低噪
设备涵盖 :20~1600单层、多层HDPE管
最大管材厚度:100mm
设备最大产能: 1400kg/ h
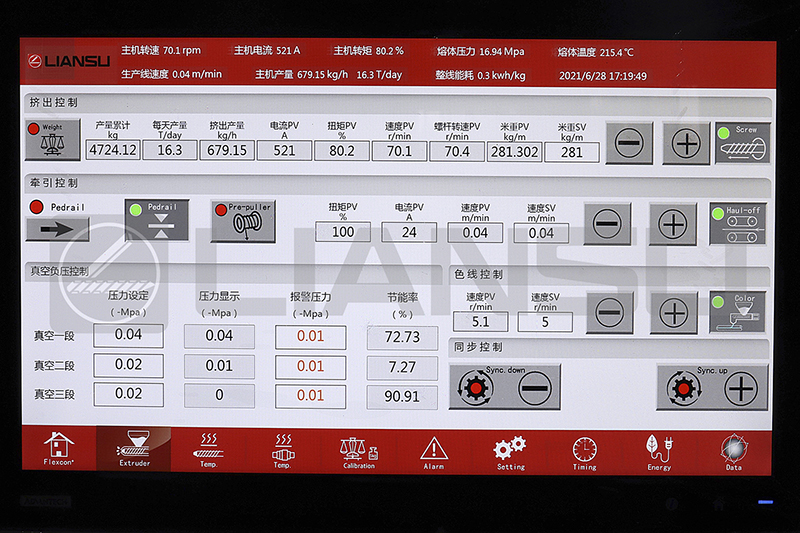
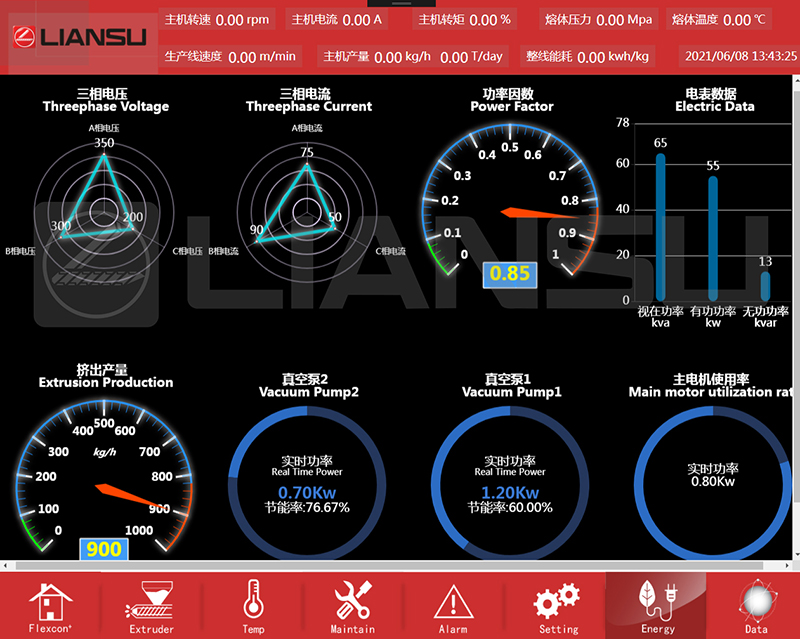
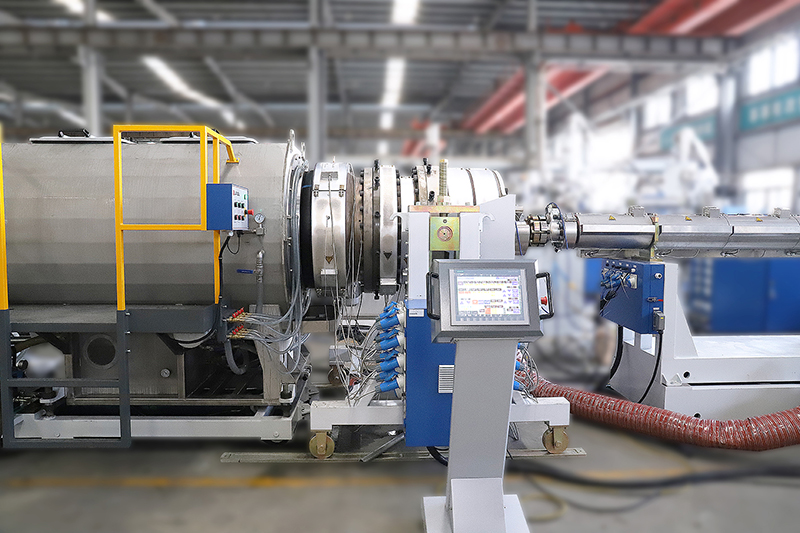
控制系统
整线控制采用自主研发的FLEXCON+数据采集控制系统;采用嵌入式的“双系统”,即PLC控制系统+信息化PC系统,两个系统同时在一个终端运行,实现程序控制和数据采集、分析的高度融合!具备PLC的设备控制功能,同时实时/历史数据监控、查询、工艺数据保存、产品质量监控、设备维保、成本分析等关键数据统计及分析,用于精益化生产管理;



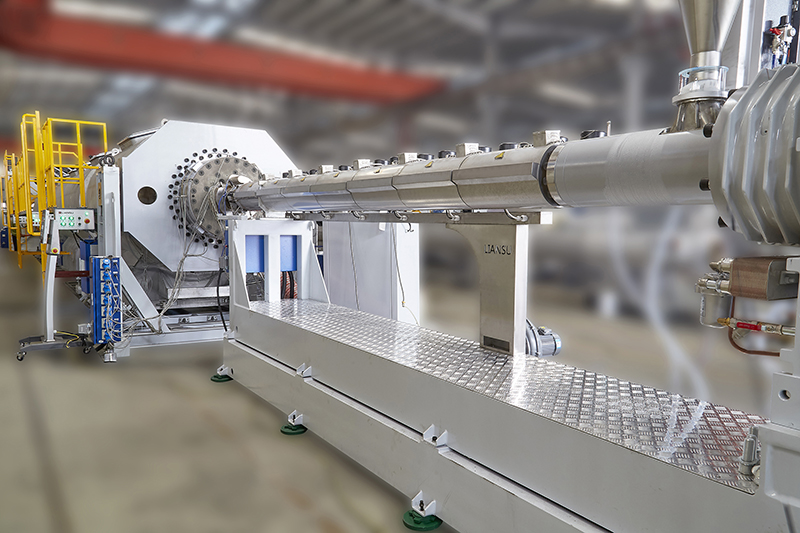
挤出机采用大长径比螺杆设计
▶ 螺杆采用40大长径比+螺旋衬套设计,保证高产能的同时低熔体温度;
▶ 主电机采用专用永磁伺服电机,同等挤出量,电机小1个功率等级;
▶ 在线色母喂料:自动计量,精确同步主料的配比;
▶ 米重控制:集成米重系统,米重控制准确,同步控制精确;
▶ 信息化:配FLEXCON+整线数据采集与分析系统;

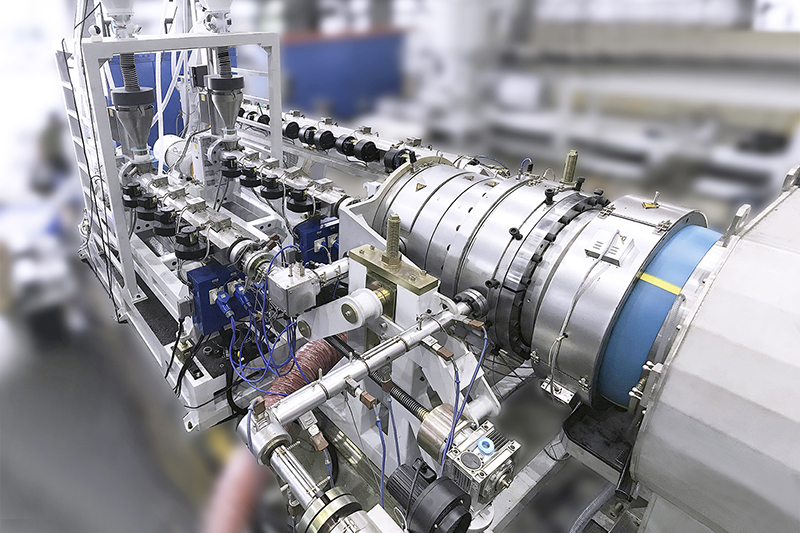
HDPE管材专用模具
▶ 模体采用双螺旋流道结构,能保证熔体温度的均匀,彻底消除熔接痕,250PE生产线以上采用模体带抽气结构,节省整线冷却长度,节省能耗;
▶ 模具采用堆叠式的口模和芯模设计,减少投资,换规格更快;
▶ 模体采用优质模具钢40CR锻打制造,原料经调质加工成型,调质后原料密度大,高耐磨,抗变形能力强

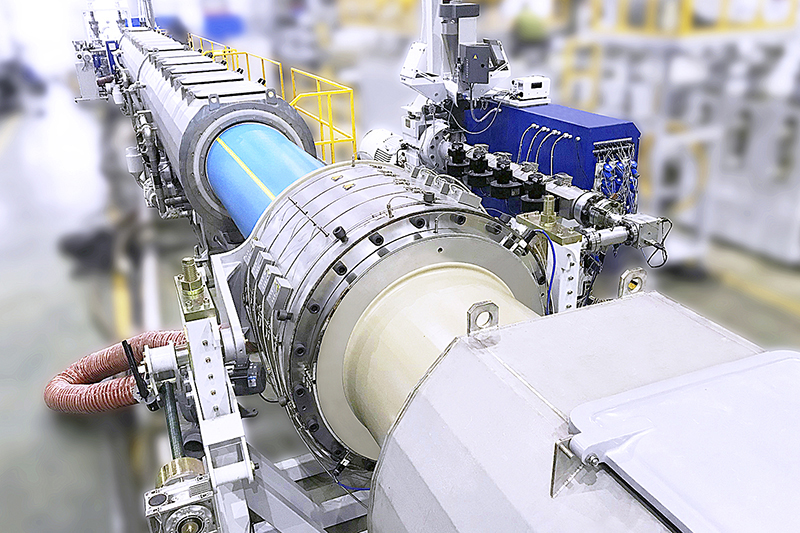
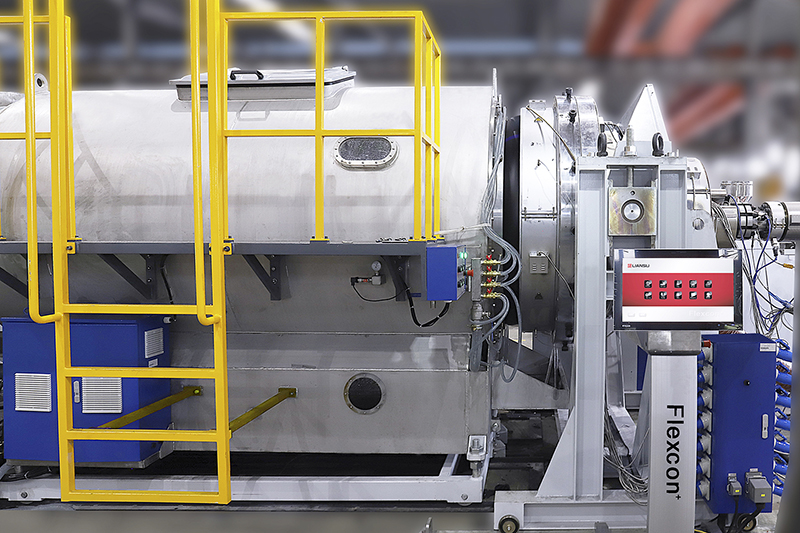
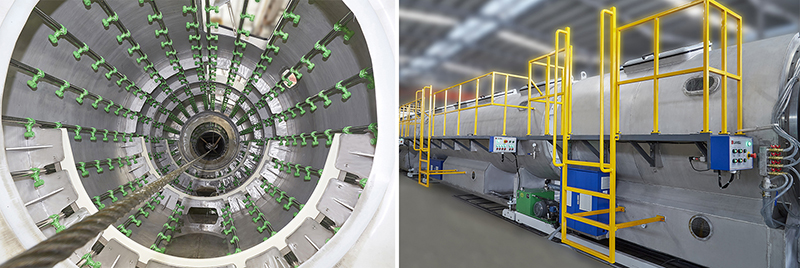
真空冷却机构
采用真空全自动负压闭环控制系统,HMI设定所需的压力,启动真空泵,通过负压传感器和传递信号给变频器,自动调节真空泵的转速,快速达到负压的恒定,无需手动泄压,操作简单,节能效果比传统真空控制节省50~90%的能耗;整箱体为304不锈钢,集中排水,低噪节能;


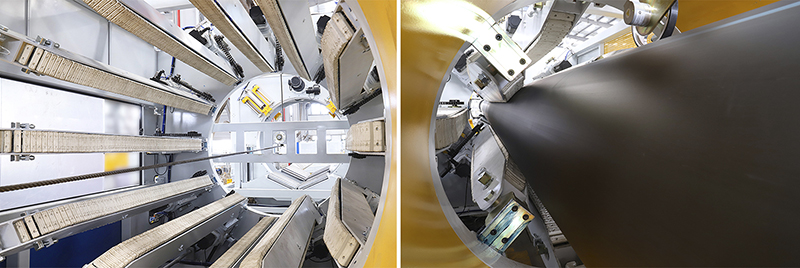
牵引机构
牵引及引管机构全伺服控制,多履带采用“一拖多”的同步控制,特殊结构的同步伺服电机,单台驱动器同时驱动多个永磁同步电机,低频力矩稳定输出;大幅度的调速范围;确保大跨度管径范围生产的稳定性,大幅度调速范围、保证各种管径各种厚度管材的稳定生产




切割机构
全系列无屑切割,采用双刀切割模式,适应管材的不同口径、厚度,无屑切割最大厚度:100MM,切割平整美观不翻边。




客户现场

















广东联塑机器制造有限公司版权所有 Copyright 2017© LIANSU All Rights Reserved. 粤ICP备10022277号 隐私保护 法律声明 网站地图 联塑集团 内网办公
